Tolerance
Tolerance a výrobní možnosti
Užitečné informace o výrobních tolerancích nabízených společností LAFIS (PalPlech).
Obsah
Tolerance – materiál
> Materiál – Tloušťka
Ve společnosti LAFIS používáme nejkvalitnější materiály od předních výrobců. Naši dodavatelé materiálů splňují normy ISO a EN pro dodávky kovových materiálů. Následující tabulka ukazuje specifické normy, které se pro každý materiál vztahují.
Tloušťka materiálu může být ovlivněna povrchovými úpravami, které nabízíme. Níže uvádíme odhadovanou hodnotu úbytku tloušťky podle každé povrchové úpravy:
| Materiál | Příslušná norma |
|---|---|
| Uhlíková ocel | EN 10130 / EN 10051 |
| Pozinkovaná ocel | EN 10346 |
| Hliník | EN 485 |
| Nerez | ISO 9444 / ISO 9445 |
| Mosaz | EN 12165 |
| Měď | EN 12165 |
| Povrchová úprava | Účinek na materiál | Úbytek tloušťky (mm) |
|---|---|---|
| Přirozené nebo neurčené | Bezvýznamný | Nevztahuje se |
| Broušení | Nízký | -0.10 |
| Omílání | Nízký | -0.10 |
| Prémiově kartáčované | Vysoký | -0.10 |
| Prémiový lesk | Vysoký | -0.10 |
Tolerance a kapacity laserového řezání
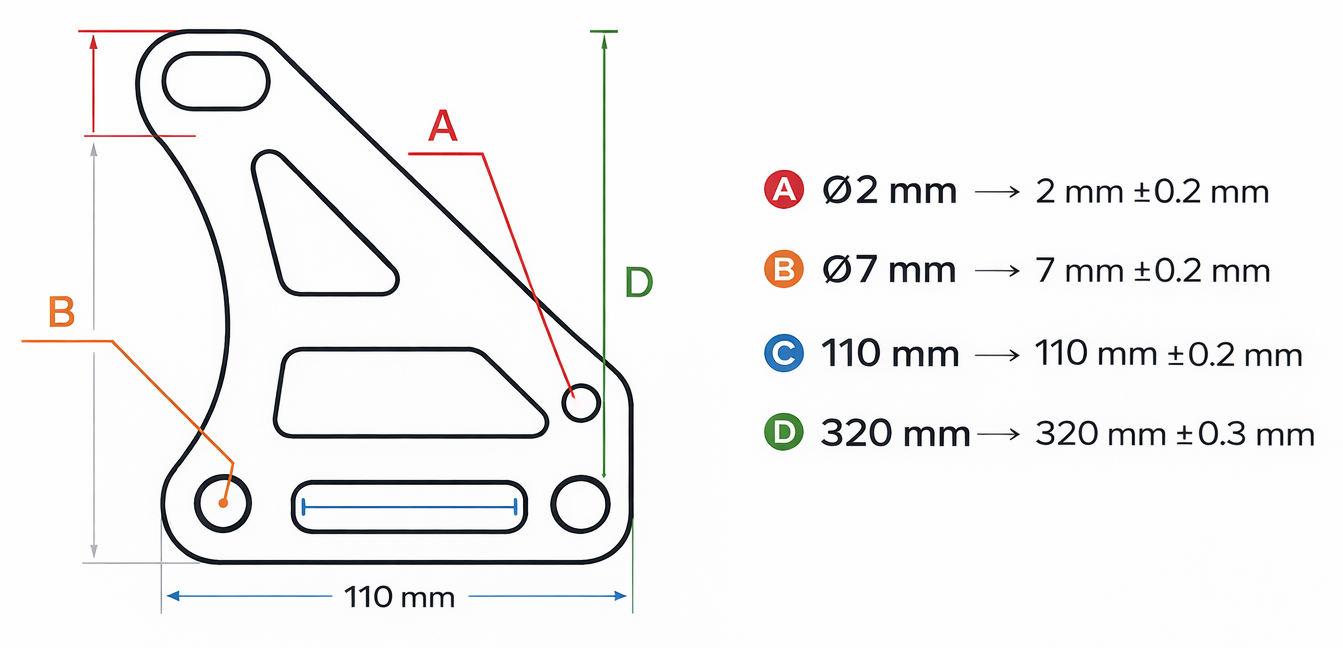
> Řezání laserem – Tolerance řezu
Ve společnosti LAFIS používáme řezání dusíkem a kyslíkem, které nám umožňuje provádět velmi přesné a čisté řezy. Níže uvádíme tolerance řezu na základě tloušťky materiálu a naměřených hodnot.
| Tloušťka (mm) | 0 až 3 | 3 až 10 | 10 až 15 | 15 až 35 | 35 až 125 | 125 až 315 | 315 až 1000 | 1000 až 2000 | > 2000 |
|---|---|---|---|---|---|---|---|---|---|
| 0.5 | ±0.20 | ±0.20 | ±0.20 | ±0.20 | ±0.20 | ±0.20 | ±0.30 | ±0.40 | ±0.65 |
| 0.8 | ±0.20 | ±0.20 | ±0.20 | ±0.20 | ±0.20 | ±0.20 | ±0.30 | ±0.40 | ±0.65 |
| 1.0 | ±0.20 | ±0.20 | ±0.20 | ±0.20 | ±0.20 | ±0.20 | ±0.30 | ±0.40 | ±0.65 |
| 1.2 | ±0.20 | ±0.20 | ±0.20 | ±0.20 | ±0.20 | ±0.20 | ±0.30 | ±0.40 | ±0.65 |
| 1.5 | ±0.20 | ±0.20 | ±0.20 | ±0.20 | ±0.20 | ±0.20 | ±0.30 | ±0.40 | ±0.65 |
| 2.0 | ±0.20 | ±0.20 | ±0.20 | ±0.20 | ±0.20 | ±0.20 | ±0.30 | ±0.40 | ±0.65 |
| 2.5 | ±0.20 | ±0.20 | ±0.20 | ±0.20 | ±0.20 | ±0.20 | ±0.30 | ±0.40 | ±0.65 |
| 3.0 | ±0.20 | ±0.20 | ±0.25 | ±0.25 | ±0.20 | ±0.20 | ±0.30 | ±0.40 | ±0.65 |
| 4.0 | ±0.20 | ±0.25 | ±0.25 | ±0.20 | ±0.20 | ±0.30 | ±0.40 | ±0.65 | |
| 5.0 | ±0.20 | ±0.25 | ±0.25 | ±0.20 | ±0.20 | ±0.30 | ±0.40 | ±0.65 | |
| 6.0 | ±0.25 | ±0.25 | ±0.25 | ±0.25 | ±0.20 | ±0.30 | ±0.40 | ±0.65 | |
| 8.0 | ±0.25 | ±0.30 | ±0.30 | ±0.30 | ±0.35 | ±0.45 | ±0.55 | ±0.75 |
Příklad, díl o tloušťce 1 mm >
Uvedené tolerance budou splněny, pokud budou dodrženy pokyny pro ploché laserové řezání a pokyny pro ohýbání plechu.
Tolerance a ohybové schopnosti
> Tolerance ohybu
Ve společnosti LAFIS pracujeme s technikou hydraulického ohýbání, s použitím razníku a matrice. Níže uvádíme tolerance ohybu s příklady některých základních tvarů. U složitějších dílů je třeba přidat hodnoty pro každý přítomný tvar. Hodnoty tolerancí se liší v závislosti na tloušťce materiálu.
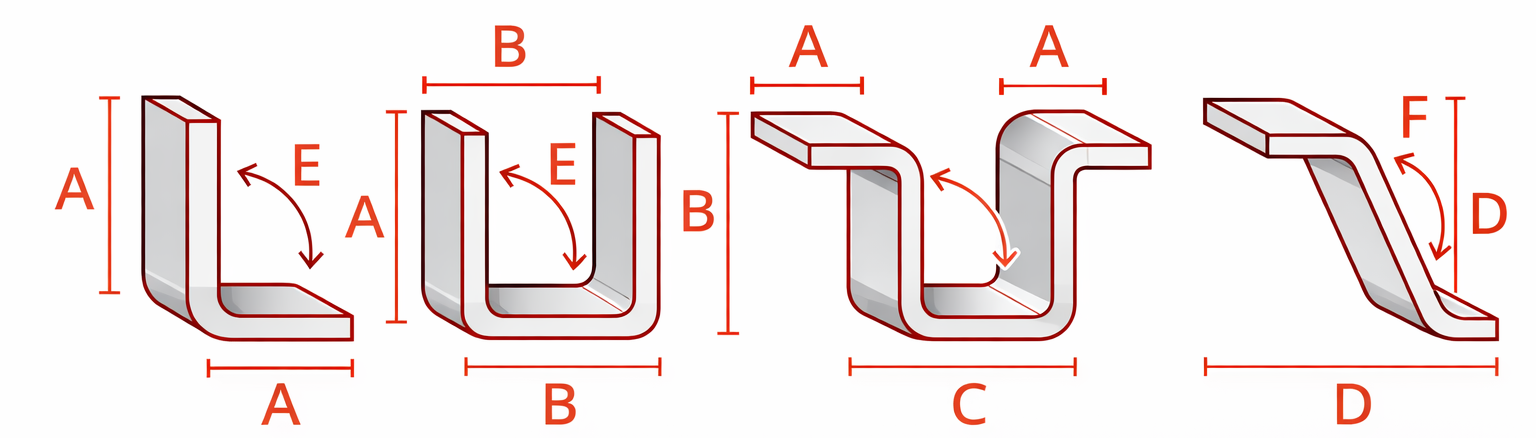
| Tloušťka (mm) | A | B | C | D (mm) | E | F (stupeň) |
|---|---|---|---|---|---|---|
| 0.5 mm ~ 3 mm | ±0.20 | ±0.60 | ±1.00 | ±0.60 | ±0.6º | ±0.5º/100 mm |
| 5 mm – 6 mm | ±0.50 | ±1.00 | ±1.90 | ±1.00 | ±0.6º | ±0.5º/100 mm |
| 8 mm | ±0.60 | ±1.20 | ±2.40 | ±1.20 | ±0.6º | ±0.5º/100 mm |
> Poloměr ohybu
Požadujeme, aby vnější poloměr dílů byl navržen s hodnotou dvojnásobku tloušťky materiálu (tato hodnota je mechanicky nejoptimálnější). Používáme potřebné ohýbací nástroje k dosažení těchto poloměrů v rámci specifických tolerancí založených na tloušťce materiálu. Tato hodnota je zachována bez ohledu na úhel, od 0º do 180º.
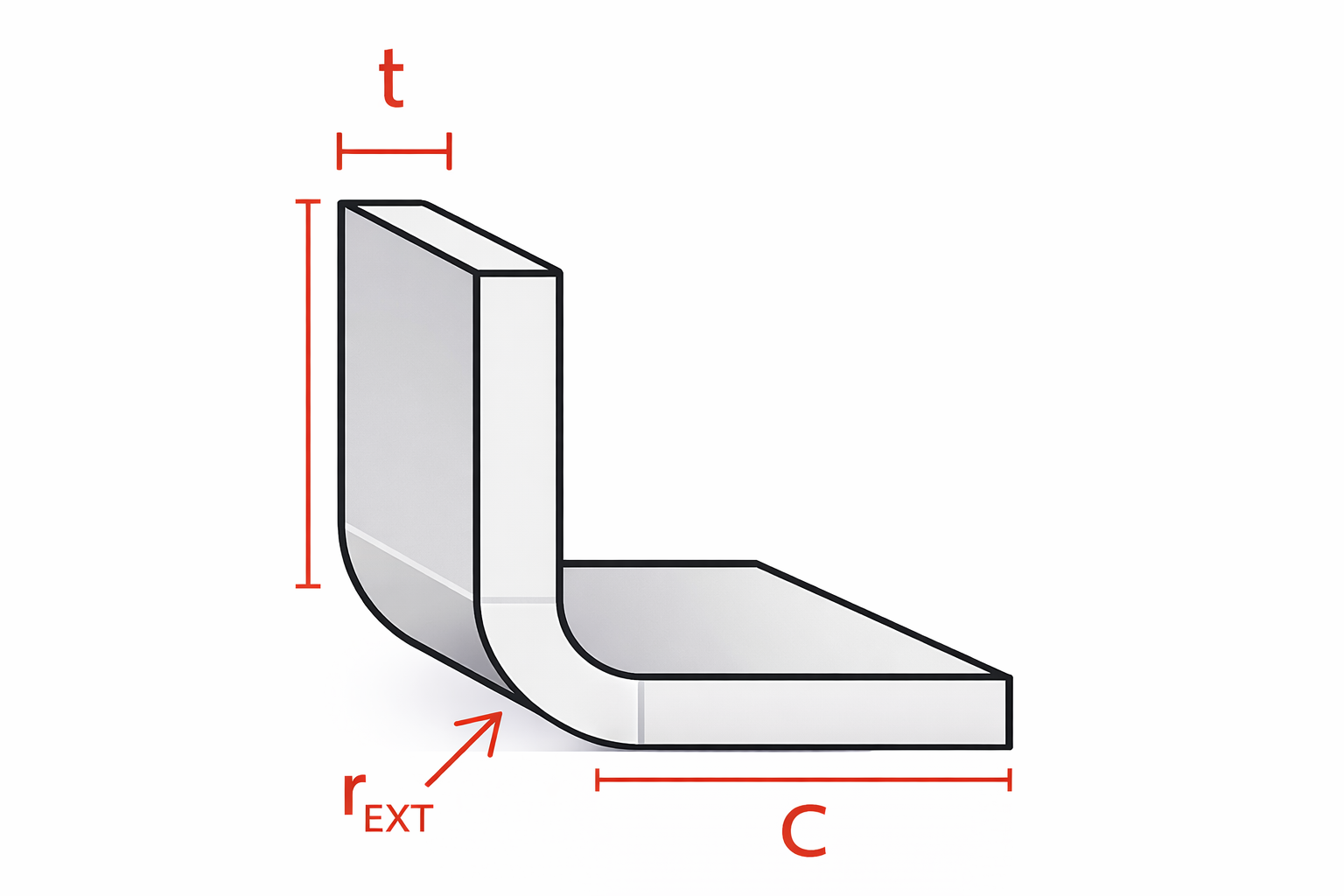
V současné době nemůžeme provádět ohyby s jiným poloměrem, než jsou zobrazené.
| Tloušťka t (mm) | Vnitřní poloměr CAD | Vnější poloměr CAD | Skutečný vnější poloměr (mm) |
|---|---|---|---|
| 0.5 | 0.5 | 1.0 | 1.50 ± 0.25 |
| 0.8 | 0.8 | 1.6 | 2.00 ± 0.25 |
| 1.0 | 1.0 | 2.0 | 2.25 ± 0.25 |
| 1.2 | 1.2 | 2.4 | 2.50 ± 0.25 |
| 1.5 | 1.5 | 3.0 | 3.00 ± 0.25 |
| 2.0 | 2.0 | 4.0 | 4.00 ± 0.25 |
| 2.5 | 2.5 | 5.0 | 5.50 ± 0.25 |
| 3.0 | 3.0 | 6.0 | 6.50 ± 0.25 |
| 4.0 | 4.0 | 8.0 | 9.00 ± 0.25 |
| 5.0 | 5.0 | 10.0 | 11.50 ± 0.25 |
| 6.0 | 6.0 | 12.0 | 12.00 ± 0.25 |
| 8.0 | 8.0 | 16.0 | 14.00 ± 0.25 |
Tolerance a možnosti zahlubování
> Tolerance zahlubování
Pro zajištění přesnosti výrobního procesu používáme průmyslové nástroje pro zahlubování. Metoda se liší v závislosti na velikosti dílu:
- Pro rozměry do 1000 mm používáme pneumatický zahlubovač, který poskytuje vysokou přesnost s tolerancí ±0,2 mm (d).
- Pro rozměry nad 1000 mm používáme ruční vrtačku, která nám umožňuje pracovat s většími díly, ale má za následek mírně vyšší toleranci ±0,5 mm (d).
Tyto procesy zajišťují funkční zahlubování při zachování standardů kvality.
Další informace
PalPlech konfigurátor
Vyzkoušejte také náš konfigurátor, kde si jednoduše online i bez výkresu můžete navrhnout svůj vlastní kovový výpalek - jen nám zadáte potřebné údaje a my vše vyrobíme a doručíme!