Pokyny pro ohýbání plechu
Průvodce návrhem laserově řezaných a ohýbaných dílů
Užitečné informace o podporovaných 3D formátech, správné přípravě dat pro laserové řezání a ohýbání, včetně přehledu našich technologických možností a výrobních omezení.
Obsah
Proces ohýbání
Ve společnosti PalPlech používáme technologii hydraulického ohýbání na CNC ohraňovacím lisu Beyeler – 150 tun.
Plech je tvarován pomocí razníku a matrice, přičemž výsledný úhel je řízen hloubkou vtlačení razníku. Tato metoda umožňuje přesné a opakovatelné ohýbání bez nutnosti speciálních nástrojů pro každý úhel.

Disponujeme zkušeným týmem a moderním strojním vybavením, které nám umožňuje vyrábět díly přesně podle vašich návrhů a dosahovat špičkové kvality povrchové úpravy.
> Možnosti procesu ohýbání
Naše přesnost a maximální rozměry na první pohled:
- Přesné skládání – přísné tolerance.
- 3000 × 1500 mm – maximální velikost rozloženého dílu.
- 0.6 mm ~ 12 mm – tloušťka ohybu.

* Zde si ověřte výrobní tolerance: Výrobní tolerance a možnosti >
nebo získejte více informací o našich ohýbacích službách.
Tepelná deformace při řezání laserem
Laserové řezání je velmi přesná technologie, při vysoké hustotě řezů však může docházet k lokálnímu přehřívání materiálu.
Zvýšená teplota může vést k deformacím dílu, které negativně ovlivňují jeho kvalitu i funkčnost. Proto je důležité již ve fázi návrhu zohlednit rozložení řezů a upravit konstrukci tak, aby se zabránilo nadměrné koncentraci tepla.
V PalPlech / LAFIS používáme různé strategie řezání, které tento efekt pomáhají minimalizovat. V extrémních případech však může být vliv tepla i přes tato opatření patrný.
Jedním z účinných způsobů, jak přehřívání omezit – zejména u mřížkových a perforovaných vzorů – je úprava rozložení otvorů. Tento přístup může současně přispět i ke snížení výrobních nákladů.
Formáty a software
> Podporované formáty
Ve společnosti PalPlech / LAFIS zpracováváme 3D CAD data, abychom zajistili přesnou výrobu laserově řezaných a ohýbaných dílů. Níže naleznete seznam podporovaných formátů a doporučení pro správnou přípravu souborů.
| 3D formát | Ukázkové soubory |
|---|---|
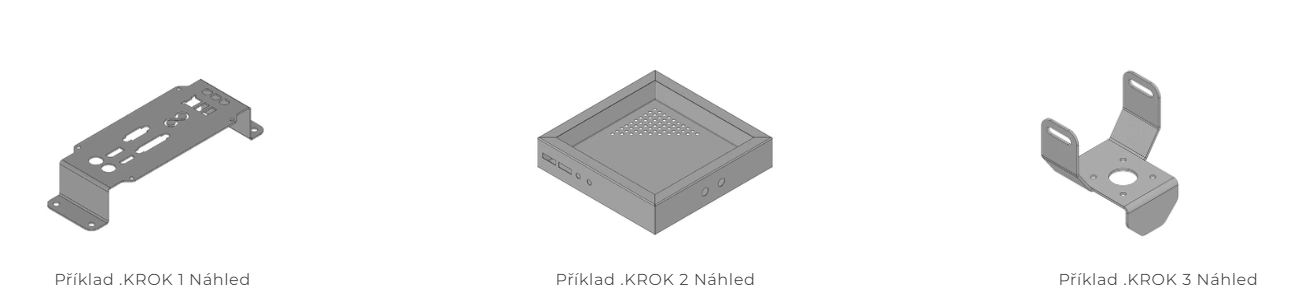
| .step nebo .stp | Stáhnout příklady souborů (KROK 1 - 3) ↓ |
- U 3D souborů nelze v konfigurátoru měnit tloušťku materiálu. Model musí být navržen s finální tloušťkou plechu.
- Nepřijímáme STEP / STP soubory exportované ze STL. Triangulovaná geometrie STL způsobuje nepřesnosti nevhodné pro výrobu.
- Odesílejte STEP / STP soubory přímo z vašeho CAD softwaru.
- Modely vytvořené v programech bez plechového modulu nebo modely založené pouze na povrchovém modelování za poplatek přemodelujeme.
Doporučený CAD software
Pro náš proces laserového řezání a ohýbání preferujeme formát STEP (STP). Tento univerzální formát umožňuje přesný přenos 3D CAD dat napříč všemi běžnými konstrukčními programy. Naše platforma automaticky rozpozná všechny potřebné parametry dílu a v reálném čase zobrazí cenu výroby. Níže si můžete stáhnout ukázkové díly ve formátu STEP pro ověření správného nastavení vašich dat.
Pokud STEP soubor vašeho projektu nemáte, můžete zaslat své podklady našemu technickému týmu na adresu info@palplech.cz případně info@lafis.cz. Soubor pro vás připravíme, přičemž v případě složitějších návrhů může být účtován poplatek za konstrukční zpracování.
Máte jakékoli dotazy nebo si nejste jistí přípravou dat? Neváhejte nás kontaktovat. Rádi vám poradíme.
| Software | Popis | Odkaz |
|---|---|---|
| Autodesk Fusion360™ | Ideální pro začátek, bezplatný program se všemi potřebnými nástroji pro kreslení jakékoli geometrie v ploché nebo ohnuté formě. | Odkaz na oficiální stránky ↗ |
| SolidWorks™ | Nejrozšířenější nástroj v oboru, vysoce profesionální nástroj a klasika v 3D designu. | Odkaz na oficiální stránky ↗ |
Příprava souboru
10 základních bodů pro přípravu vašich dílů pro náš konfigurátor:
> Měřítko
Váš díl musí být navržen v přesné velikosti, ve které má být vyroben (měřítko 1:1), a v jednotkách milimetrů. U laserově řezaných a ohýbaných dílů nelze rozměry v konfigurátoru upravovat. Pro jiné rozměry je nutné upravit model ve vašem CAD softwaru.
> Obsah
Prvky jako poznámkové balónky, rozměrové kóty nebo jakékoli jiné grafické označení nejsou ve výrobním procesu zohledněny. Konfigurátor načítá pouze samotnou výrobní geometrii dílu.

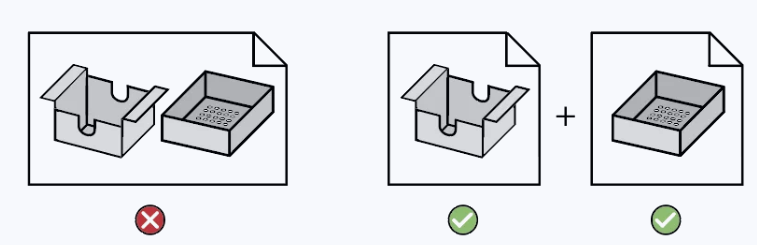
Každý nahraný soubor musí obsahovat pouze jeden samostatný díl s jednoznačně definovanou geometrií. Soubory obsahující sestavy (assemblies) nebo více dílů nejsou akceptovány.
> Ohyby
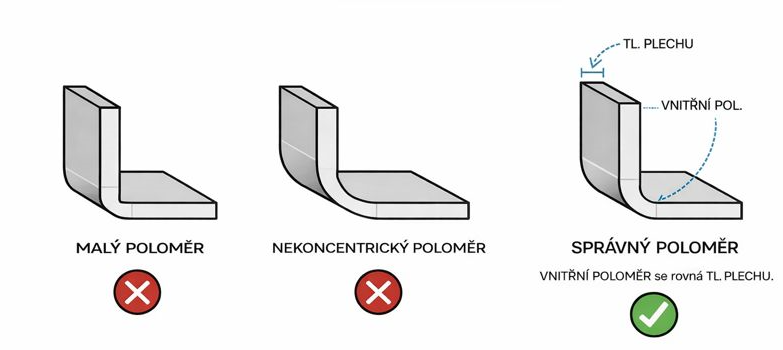
Naše technologie ohýbání využívá metodu hydraulického ohýbání. Aby bylo možné vaše díly správně vyrobit, musí návrh splňovat následující zásady. Všechny ohyby v modelu musí být vytvořeny jako poloměrové ohyby. Soubory obsahující ostré ohyby bez definovaného poloměru nejsou akceptovány.
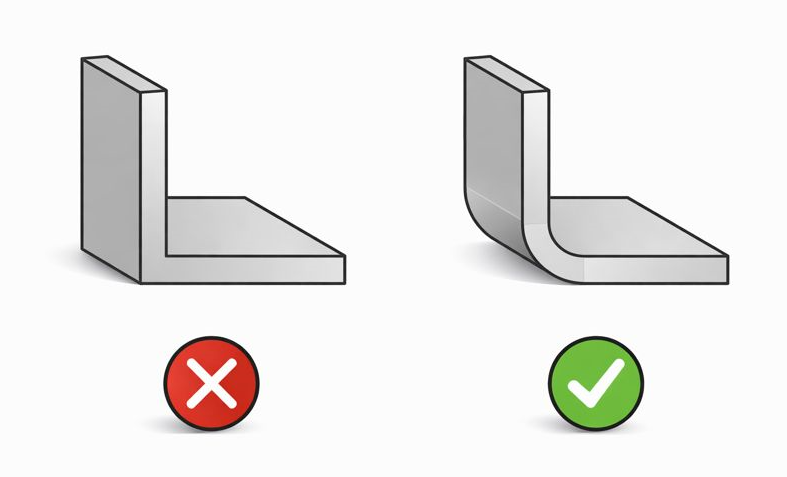
Aby bylo možné zajistit správnou výrobu, musí vnitřní poloměr ohybu odpovídat tloušťce plechu (R = t), což je běžně používaný průmyslový standard. Menší nebo nesoustředné poloměry nejsou akceptovány.
> Nepodporované geometrie
Každý den rozšiřujeme možnosti online výroby průmyslových dílů. Níže naleznete přehled našich technologických možností a výrobních omezení.
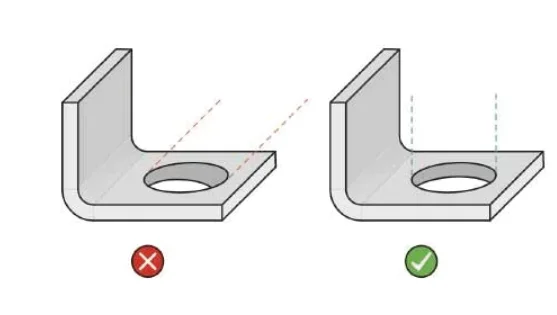
Nekolmé perforace
Laserové řezání umožňuje pouze otvory kolmé k rovině plechu. Šikmé ani kuželové perforace nelze vyrobit.
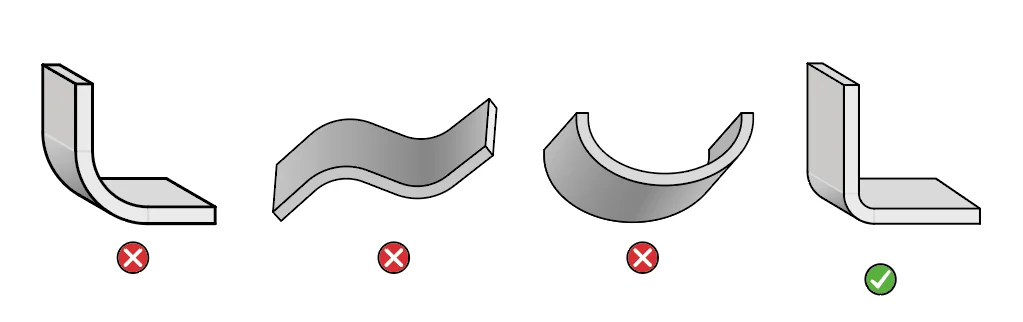
Při ohýbání neakceptujeme estetické poloměry ani zakřivené přechody. Používáme technologii tzv. ohýbání vzduchem, která umožňuje vytvářet pouze ohyby s vnitřním poloměrem rovným tloušťce materiálu (R = t).
Speciální ohyby
Neustále rozšiřujeme naše výrobní kapacity. Níže uvedené geometrie zatím nejsou dostupné v automatickém konfigurátoru. Pokud váš návrh některou z nich vyžaduje, kontaktujte nás na adrese info@palplech.cz nebo info@lafis.cz. Náš technický tým posoudí proveditelnost a připraví individuální cenovou nabídku.

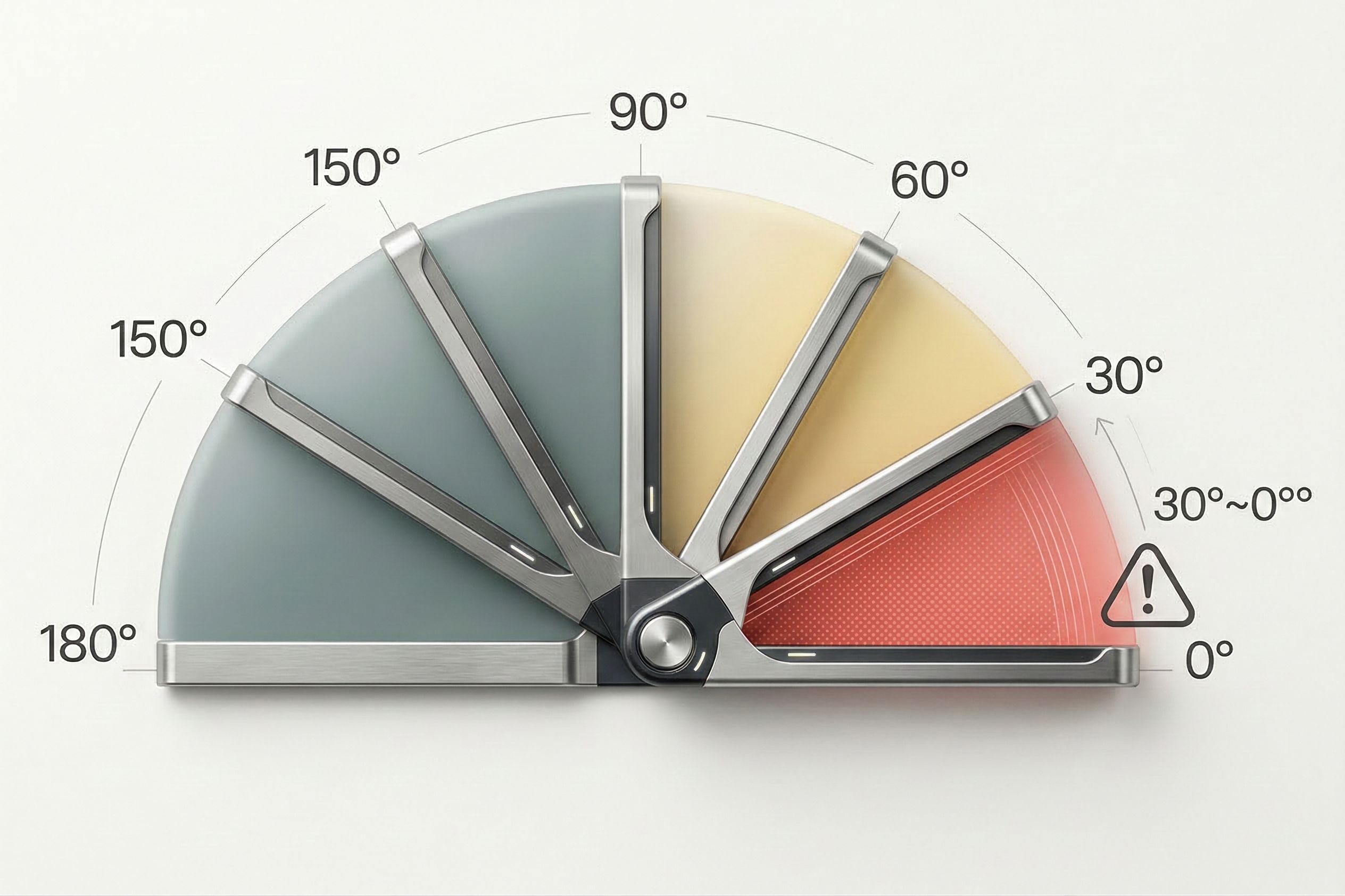
Úhly
> Minimální perforace
Perforace pod minimální průměr nejsou podporovány.
| Tloušťka (mm) | Možný úhel |
|---|---|
| 0.5 mm ~ 2.0 mm | 180º ~ 30º: Možné ✓ / 30º ~ 0º: Poraďte se s technickým týmem! |
| 0.5 mm ~ 6.0 mm | 180º ~ 30º: Možné ✓ / 30º ~ 0º: Poraďte se s technickým týmem! |
| 8.0 mm < | 180º ~ 90º: Možné ✓ / 90º ~ 0º: Poraďte se s technickým týmem! |
| Ostatní | 180º ~ 70º: Možné ✓ / 70º ~ 0º: Poraďte se s technickým týmem! |
Zobrazit galerii ohýbaných dílů >
Ohyby označené symbolem (!) nejsou zatím dostupné v automatickém konfigurátoru. Pro posouzení proveditelnosti kontaktujte náš technický tým na info@palplech.cz nebo info@lafis.cz.
Minimální velikost příruby
Pro zajištění přesného a bezpečného ohýbání musí délka ohýbaných přírub splňovat minimální požadavky podle tloušťky materiálu. Toto pravidlo je klíčové pro ochranu strojního zařízení i bezpečnost obsluhy.
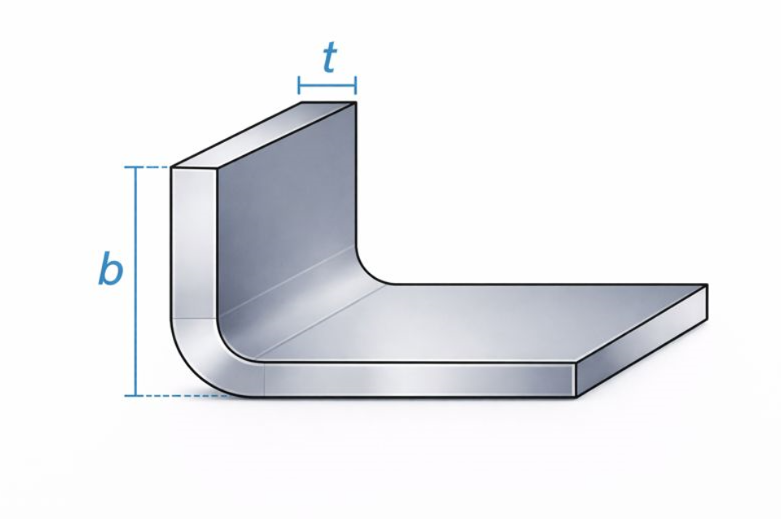
| Tloušťka t (mm) | Minimální výška ohybu b (mm) |
|---|---|
| 0.5 | 5 |
| 0.8 | 5 |
| 1.0 | 6.5 |
| 1.2 | 8 |
| 1.5 | 9.5 |
| 2.0 | 12.5 |
| 2.5 | 16 |
| 3.0 | 19.5 |
| 4.0 | 24 |
| 5.0 | 32 |
| 6.0 | 40 |
| 8.0 | 40 |
| 10.0 | 40 |
| 12.0 | 40 |
Minimální vzdálenost mezi ohybem a tvary
Při ohýbání vznikají síly, které v oblasti ohybu materiál roztahují a stlačují. Otvory, řezy nebo jiné geometrické prvky umístěné v rámci doporučených minimálních vzdáleností od ohybu mohou být deformovány.
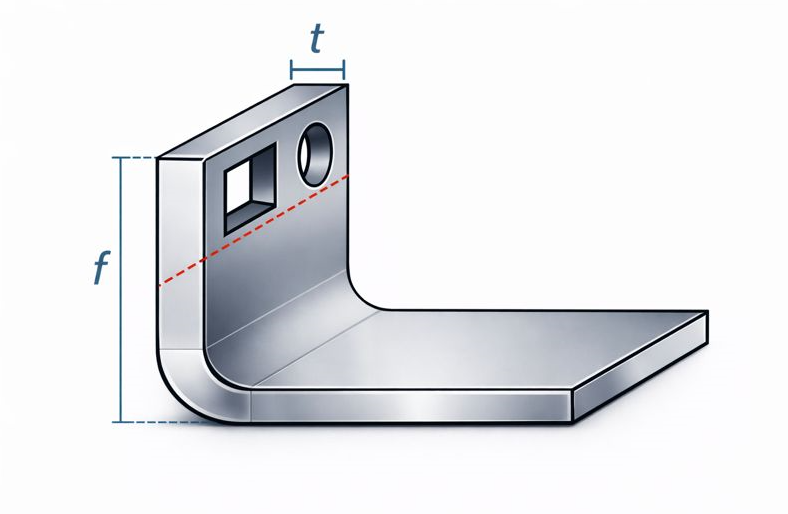
| Tloušťka t (mm) | Bezpečná minimální vzdálenost f (mm) |
|---|---|
| 0.5 | 5 |
| 0.8 | 5 |
| 1.0 | 6.5 |
| 1.2 | 8 |
| 1.5 | 10 |
| 2.0 | 12.5 |
| 2.5 | 16 |
| 3.0 | 19.5 |
| 4.0 | 24 |
| 5.0 | 32 |
| 6.0 | 40 |
| 8.0 | 40 |
| 10.0 | 40 |
| 12.0 | 40 |
Ohyby ve tvaru Z
U konstrukcí s po sobě jdoucími nebo velmi blízkými ohyby (tzv. Z-ohyby) je nezbytné dodržet minimální vzdálenost mezi ohyby, aby byla zajištěna přesná a technologicky proveditelná výroba.
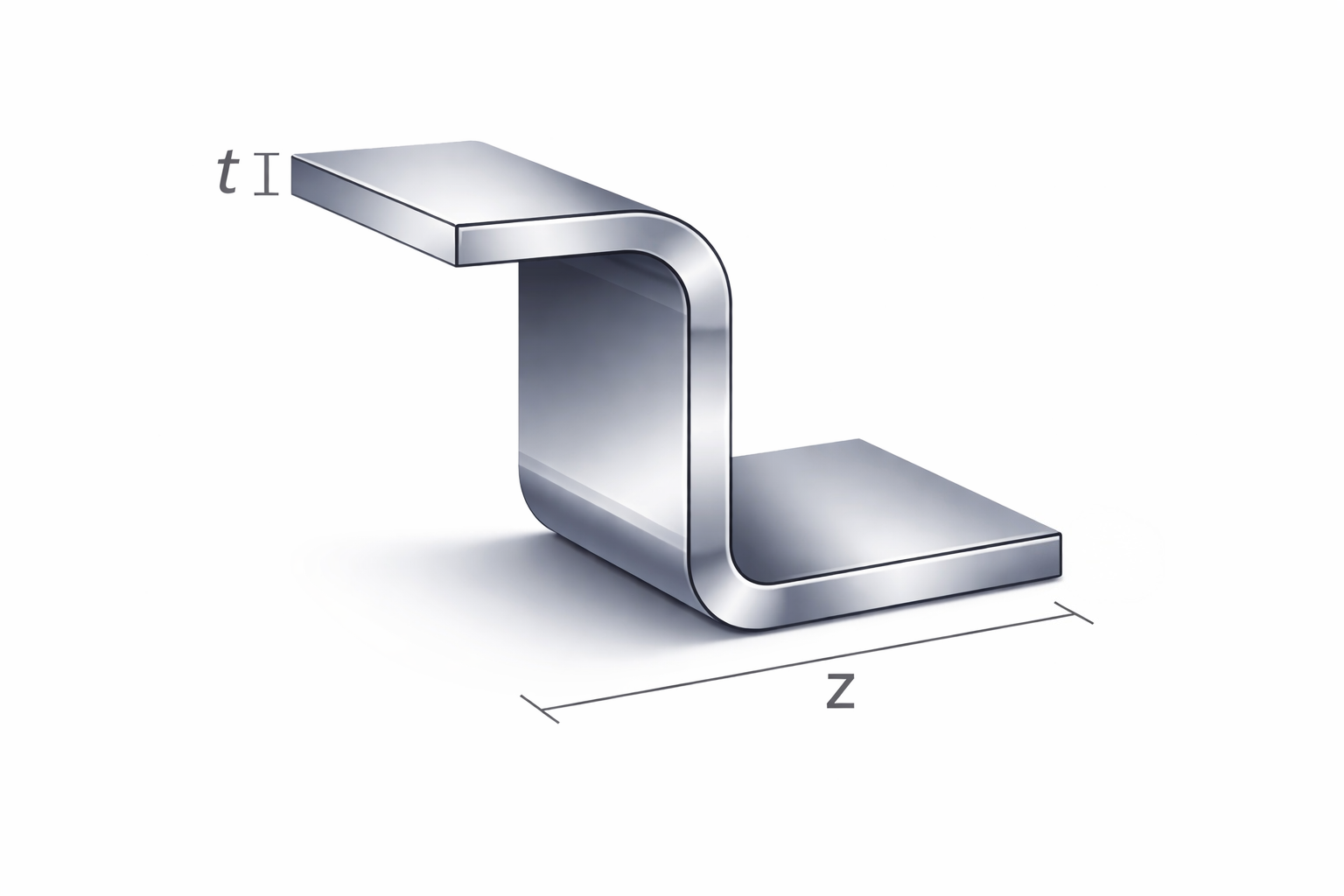
| Tloušťka t (mm) | Bezpečná minimální vzdálenost z (mm) |
|---|---|
| 0.5 | 15 |
| 0.8 | 15 |
| 1.0 | 15 |
| 1.2 | 15 |
| 1.5 | 15 |
| 2.0 | 25 |
| 2.5 | 25 |
| 3.0 | 25 |
| 4.0 | 40 |
| 5.0 | 50 |
| 6.0 | 50 |
| 8.0 | 60 |
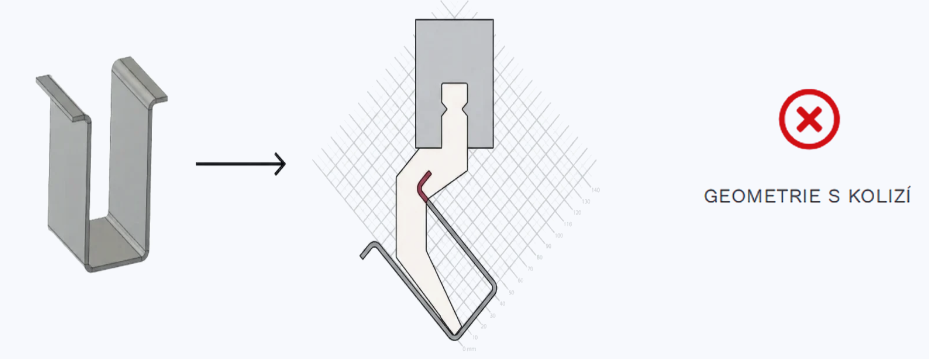
Ohyby ve tvaru U
U drážkovaných tvarů, jako jsou profily „U“ a „C“, je nutné zohlednit možnosti našeho ohýbacího procesu.
Pokud je geometrie příliš vysoká a úzká, může při ohýbání dojít ke kolizi s ohýbacími nástroji. V případě, že by ke kolizi mohlo dojít, náš tým vás bude kontaktovat a navrhne úpravu geometrie tak, aby byla výroba bezproblémová. Pro vlastní kontrolu nabízíme ke stažení CAD model našeho ohýbacího razníku.
Vložte svůj díl do sestavy, nastavte ohyb na matrici pod úhlem 45° a ověřte, že nedochází ke kolizi s nástrojem.
Příklad správné geometrie:
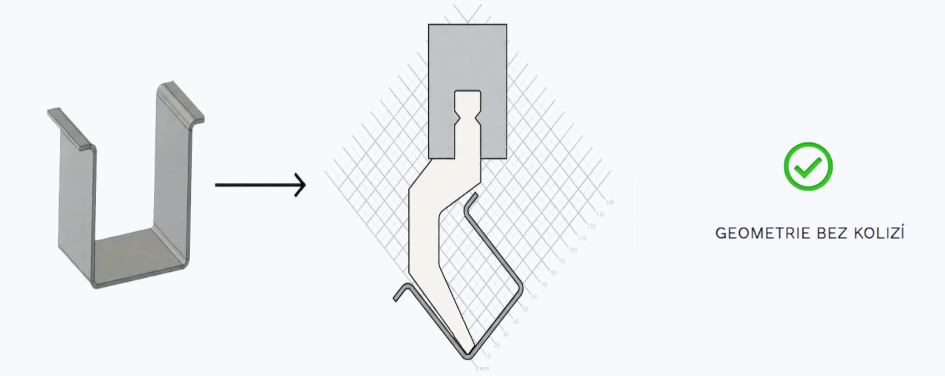
Ke kontrole poskytujeme CAD schéma našeho nejostřejšího ohýbacího nástroje. Umožní vám jednoduše ověřit možnou kolizi ještě před odesláním objednávky.
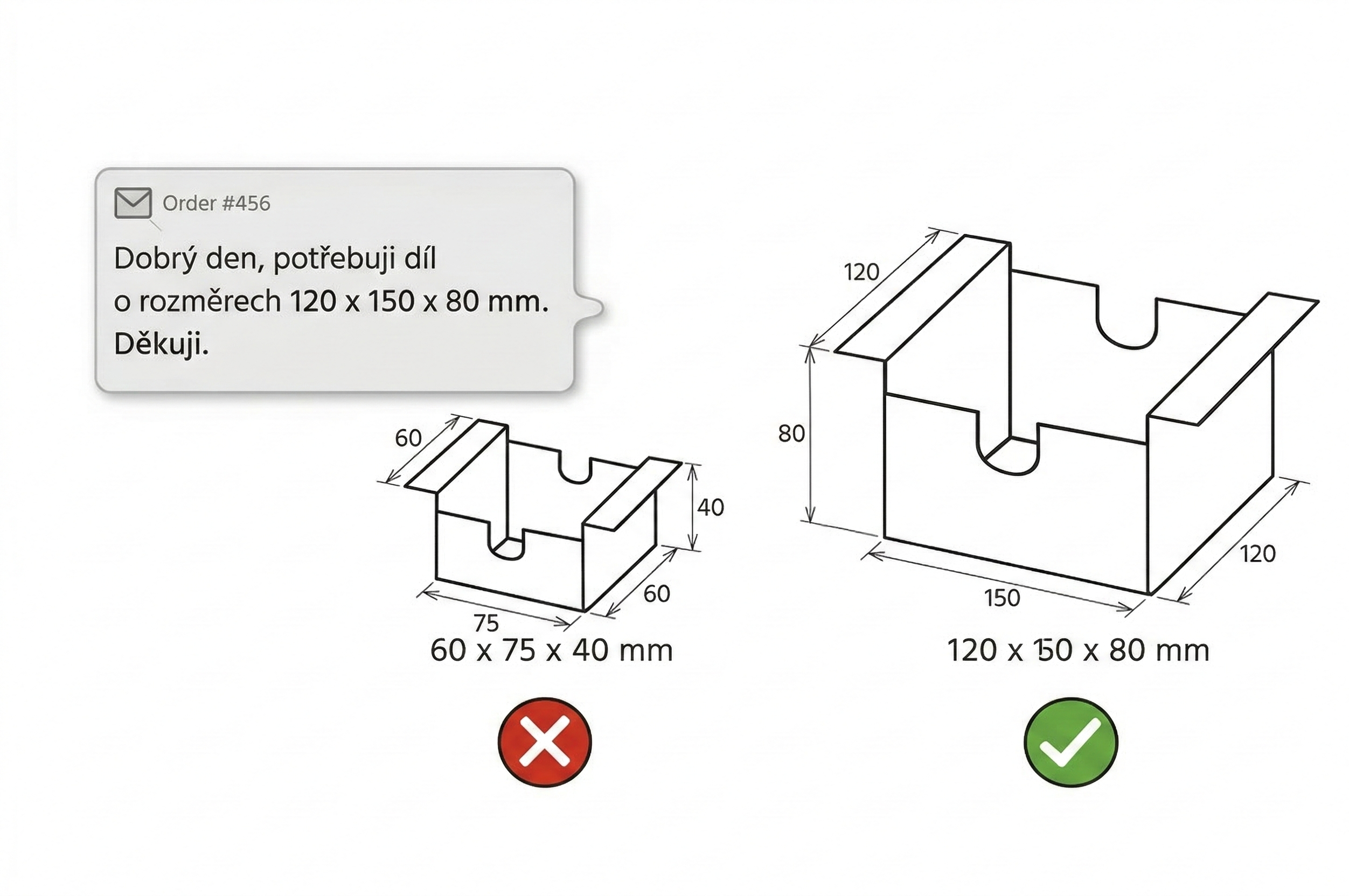
Díly krabicového typu
U krabicových a miskových tvarů je třeba počítat s omezením našeho ohýbacího zařízení. Aby nedošlo ke kolizi s nástroji, maximální výška dílu může být 115 mm.
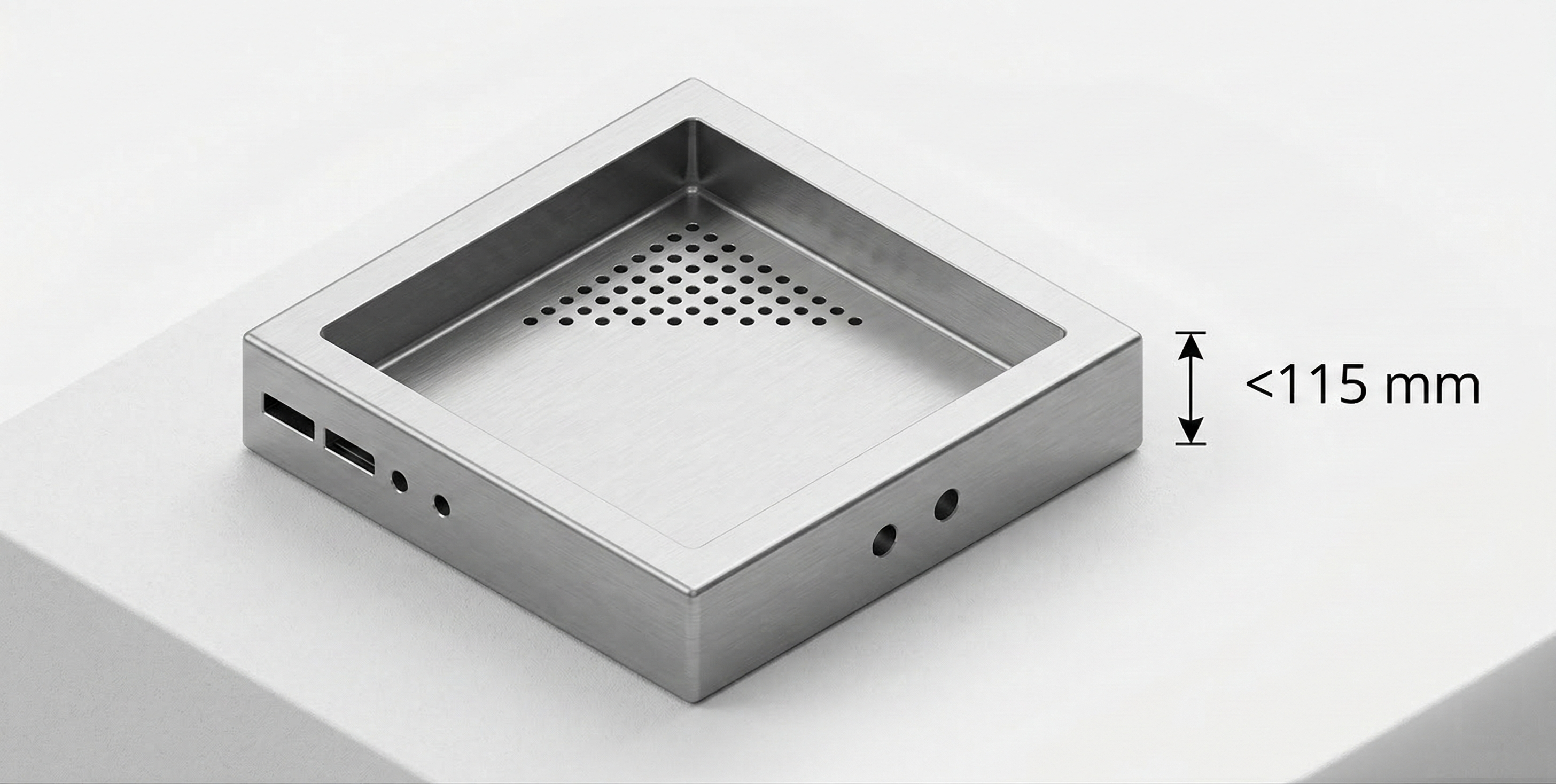
V tomto případě považujeme za „krabici“ jakýkoli díl s ohyby na všech stranách ve stejném směru – podobně jako otevřená krabice bez víka. Toto omezení se neuplatňuje, pokud má díl jednu nebo více stran bez ohybu. V takovém případě již díl není považován za krabicový tvar.
Vlastnosti procesu
Ohýbací značky
Během ohýbání mohou na povrchu dílu vzniknout typické stopy po nástroji. Jejich viditelnost závisí na typu materiálu a jeho tloušťce. U nerezové oceli s ochrannou PVC fólií jsou tyto stopy výrazně méně patrné.
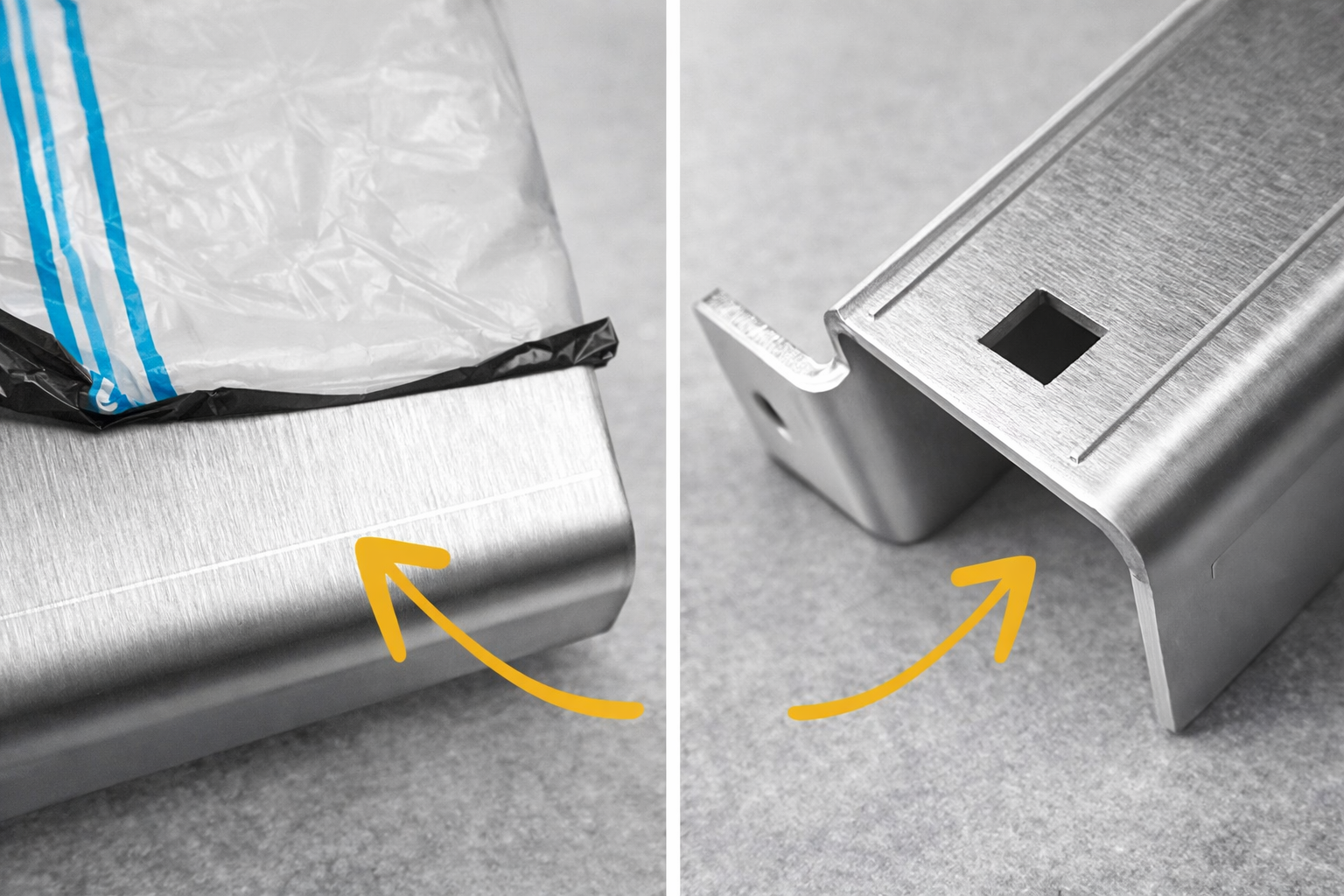
Pokud váš díl vyžaduje ohýbání zcela bez otlaků, nabízíme technologické postupy, které toho umožňují dosáhnout. V takovém případě nás kontaktujte na info@palplech.cz nebo info@lafis.cz a rádi vám navrhneme vhodné řešení.
Upozorňujeme, že tato úprava může být spojena s dodatečnými náklady.
Další úvahy
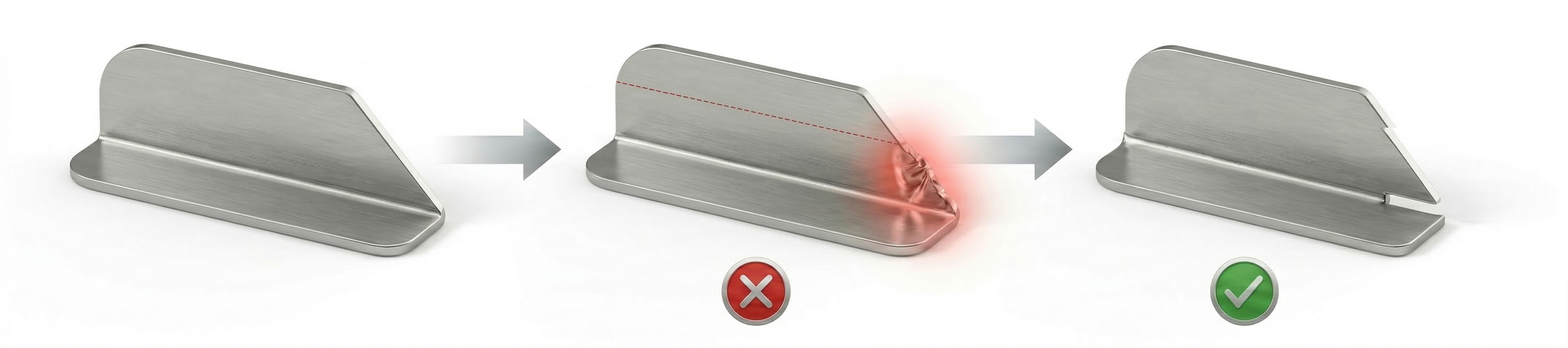
Odlehčovací řezy
V některých návrzích může být tvarování nebo vrtání umístěno blíže k ohybu, než dovolují naše doporučené minimální vzdálenosti. V takovém případě doporučujeme upravit CAD model – buď posunutím otvorů, nebo přidáním odlehčovací drážky v místě ohybu – aby se předešlo možným deformacím při ohýbání. Vzniklé deformace mohou ovlivnit konečné rozměry i tolerance dílu.
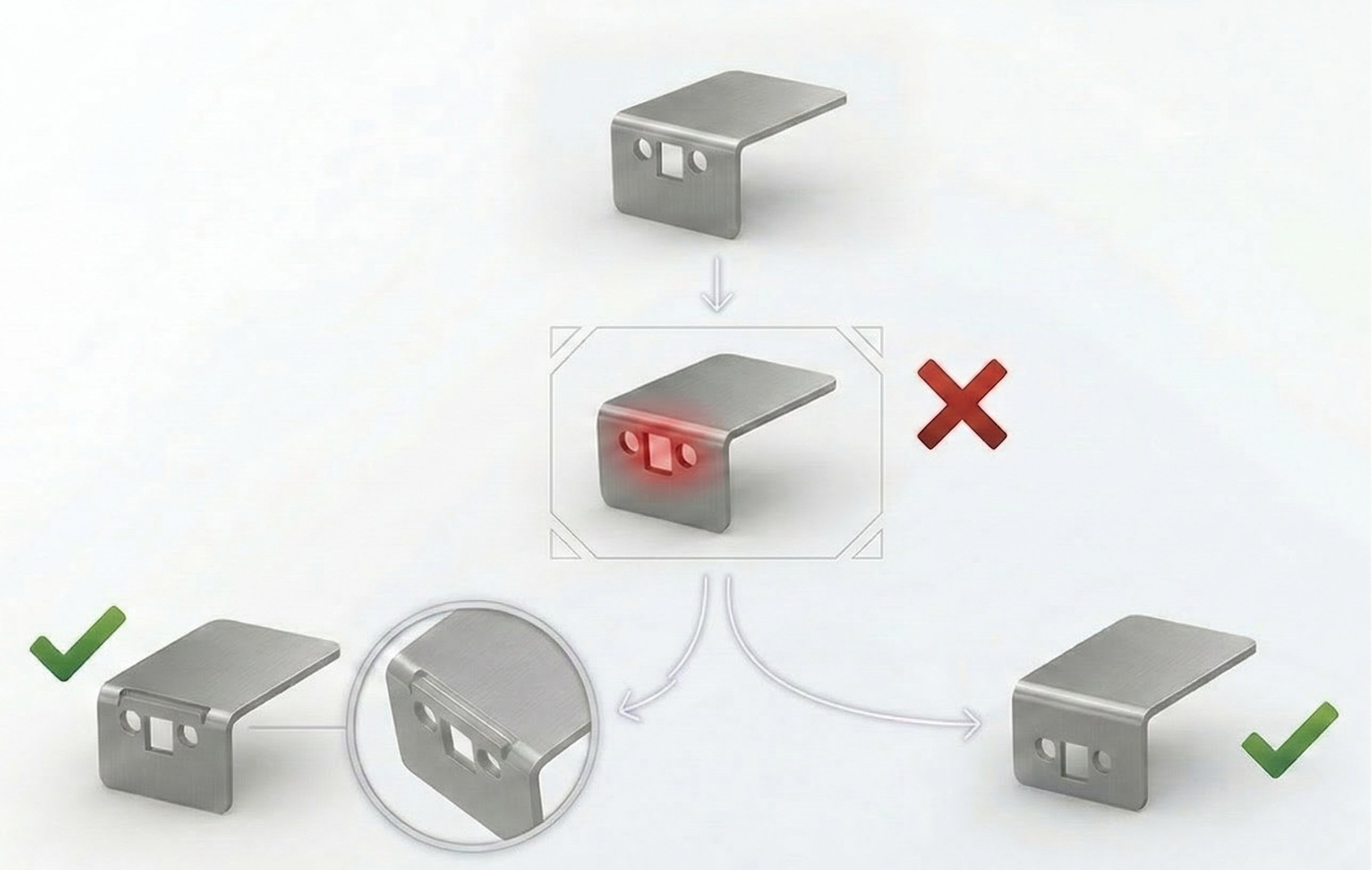
Pokud ohyb končí ve výšce příruby nižší, než je stanovená minimální hodnota, může při výrobě dojít k deformaci dílu. V takovém případě doporučujeme doplnit v místě ohybu odlehčovací drážku. Typickým příkladem jsou díly s velmi ostrými ohyby.
Minimální hodnoty vzdálenosti k otvorům naleznete v následujícím odkazu: Výrobní tolerance a kapacity >
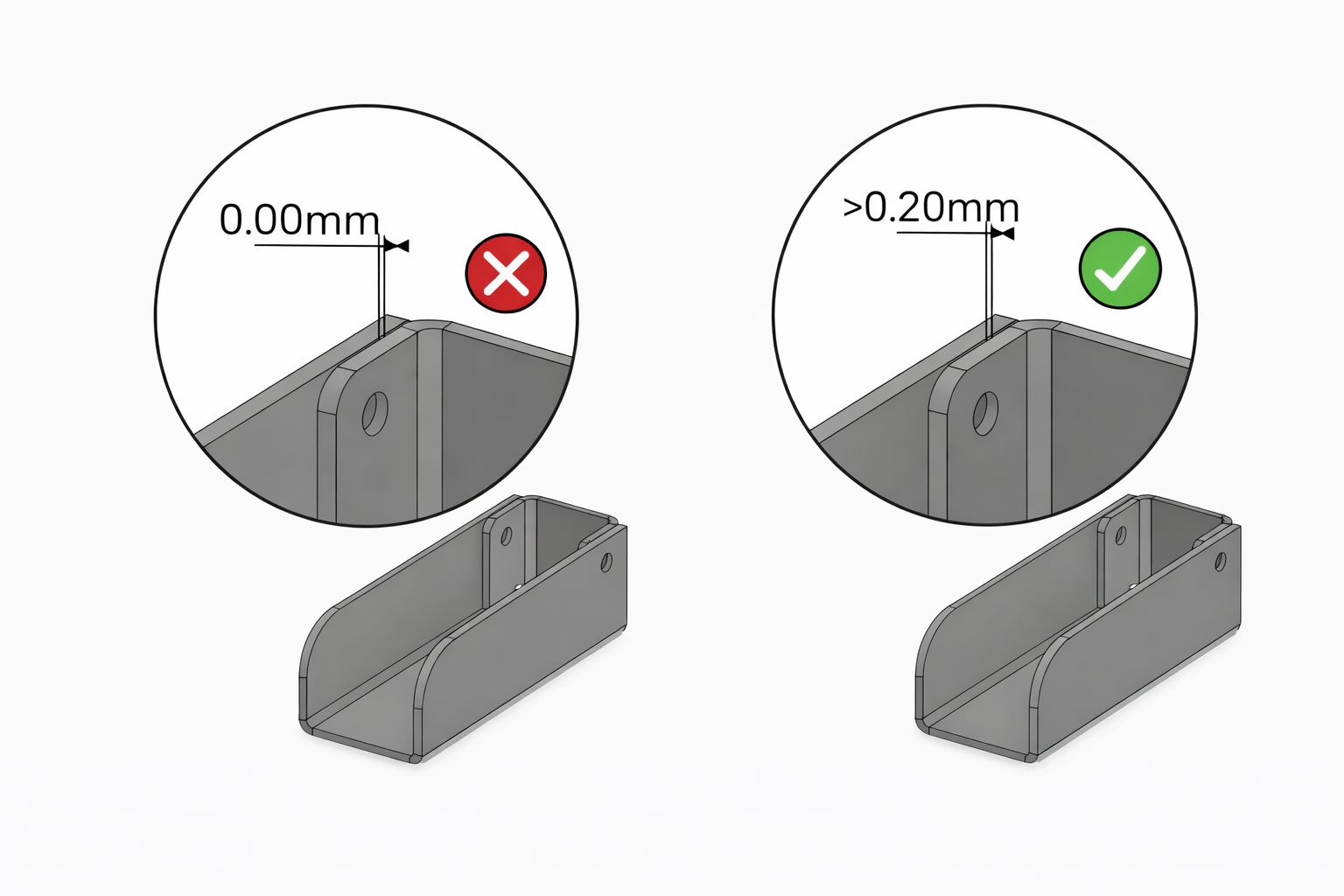
Entity v kontaktu
Při navrhování ohýbaných dílů dbejte na to, aby se jednotlivé ploché entity vzájemně nedotýkaly – ani na stěnách, ani v oblasti ohybů. Vždy ponechte mezi plochami vůli. Doporučená minimální vzdálenost je 0,20 mm.
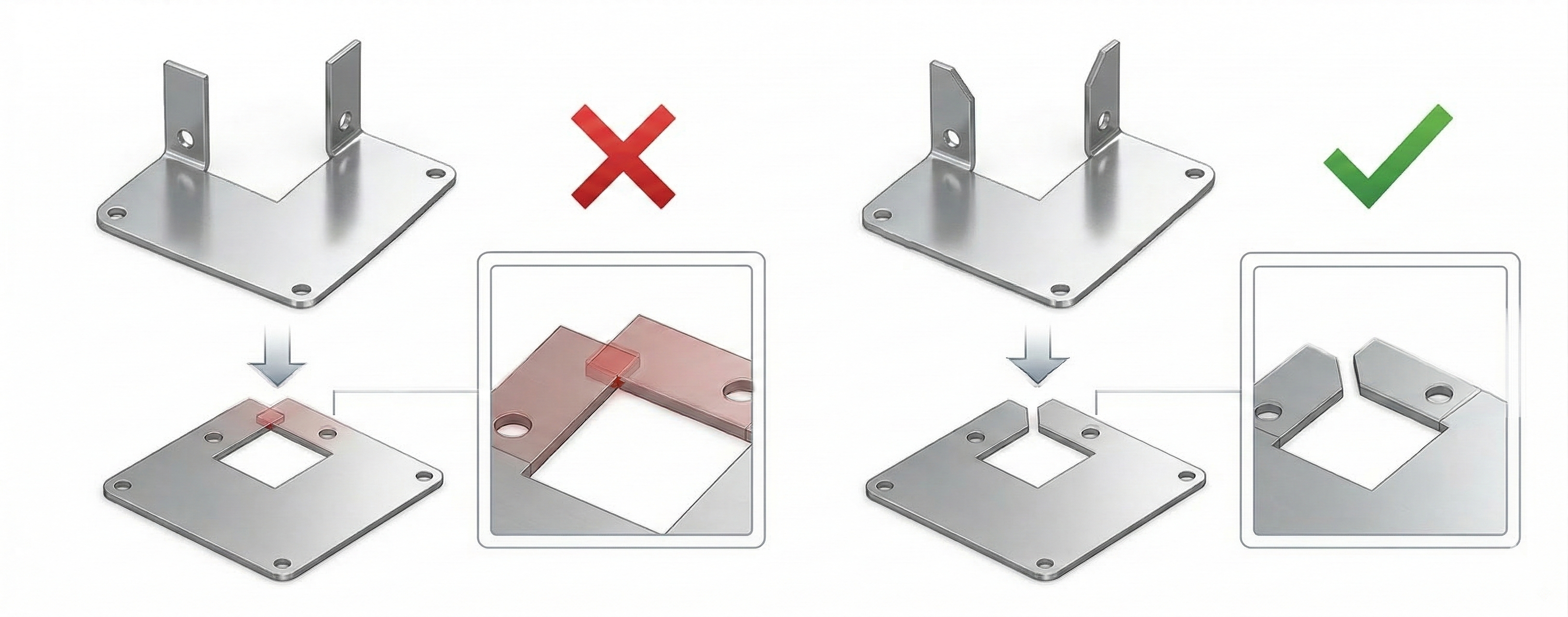
Překrývání
Pro výrobu ohýbaných dílů náš tým nejprve připraví rozvinutý (plochý) tvar dílu pro laserové řezání. V některých případech se při rozvinutí geometrie mohou objevit překrývající se oblasti, které znemožní výrobu. Doporučujeme proto tuto skutečnost ověřit již při návrhu CAD modelu, abyste předešli případnému zdržení objednávky.
Časté chyby a řešení v konfigurátoru
Náš konfigurátor automaticky kontroluje nahrané díly a upozorní vás na situace, které mohou bránit správné výrobě nebo interpretaci návrhu.
Níže uvádíme nejčastější případy a doporučená řešení.
Tloušťka není k dispozici
⚠ Problém: Zvolená tloušťka plechu není dostupná pro žádný z nabízených materiálů.
✅ Řešení: Upravte návrh ve vašem CAD programu s použitím jedné z dostupných tlouštěk. Seznam akceptovaných tlouštěk naleznete přímo v konfigurátoru PalPlech.
Překročeny maximální rozměry
⚠ Problém: Ohýbané díly nejprve vyrábíme z rozvinutého (plochého) tvaru pomocí laserového řezání.
Maximální rozměr plechu je:
- 3000 × 1500 mm pro většinu materiálů
- 2500 × 1250 mm pro vybrané materiály
- 2000 × 1000 mm pro vybrané materiály
Pokud rozvinutý tvar tyto rozměry překročí, výroba není možná.
✅ Řešení: Upravte návrh tak, aby se vešel do povolených rozměrů. Pokud to projekt umožňuje, rozdělte díl na více částí a nahrajte je do konfigurátoru samostatně.
Nepodporovaný formát souboru
⚠ Problém: Konfigurátor PalPlech aktuálně podporuje následující formáty: DXF, DWG, STEP a PDF.
✅ Řešení: Před nahráním exportujte návrh z CAD programu do některého z podporovaných formátů.
Chyba geometrie
⚠ Problém: Návrh obsahuje neproveditelnou nebo chybně definovanou geometrii, kterou nelze správně analyzovat.
✅ Řešení: Zkontrolujte, že návrh odpovídá našim výrobním doporučením uvedeným v technickém manuálu. Pokud konfigurátor návrh stále nepřijme, kontaktujte náš technický tým na: info@palplech.cz
Dodávka dílů, nikoli šrotu
Ve společnosti PalPlech / LAFIS dodáváme zákazníkům pouze hotové požadované díly, bez vnitřních ani vnějších odřezků. To je výsledkem optimalizace rozložení materiálu a řezné strategie během výroby, kdy vždy usilujeme o minimální plýtvání materiálem a maximální kvalitu řezu. Vnitřní odřezky zůstávají pouze v případech, kdy by jejich odstranění nebylo možné bez poškození dílu nebo změny jeho geometrie.
Vyhodnocení dodatečných a zvláštních požadavků
Veškeré poznámky nebo speciální požadavky uvedené v objednávce posuzuje naše technické oddělení. Pokud požadavek vyžaduje dodatečné úpravy výrobního procesu, může být účtován příplatek. O jeho výši vás vždy informujeme před zahájením výroby.
Máte nějaké otázky?
Náš technický tým PalPlech / LAFIS je vám k dispozici a rád vám pomůže s návrhem i ověřením jeho výrobní proveditelnosti.
Kontaktujte nás zde