Pokyny pro laserové řezání
Design & technická pravidla pro laserem řezané díly
Přehled podporovaných vektorových formátů, správné přípravy dat pro laserové řezání a možností technologie, kterou v PalPlech používáme.
Obsah
Příprava výrobních dat
Měřítko
Obsah
Křivky
Texty
Minimální perforace
Minimální můstky
Vlastnosti procesu
Další úvahy
Proces laserového řezání
V PalPlech / LAFIS řežeme plechy laserem pomocí moderních průmyslových technologií od společnosti Trumpf™.
Každý materiál zpracováváme s individuálním nastavením stroje a vhodným typem řezného plynu, aby byl dosažen čistý a přesný řez.
Máme zkušenosti i technické vybavení potřebné k výrobě, která odpovídá vašemu návrhu a zajišťuje vysokou kvalitu výsledného povrchu.


> Možnosti procesu laserového řezání
- ±0,20 mm* — Tolerance řezu
- Velikost našich řezacích formátů — 3000 × 1500 mm

- Rozsah tloušťky řezu — 0,5 mm ~ 20 mm (do 3 mm pozinkovaná ocel, do 10 mm hliník, do 12 mm cortenová ocel, 15 mm nerezová ocel a 20 mm konstrukční ocel)
*Zde si ověřte výrobní tolerance:
Tolerance a výrobní schopnosti >
nebo získejte více informací o naší službě laserového řezání.
Formáty a software
Přijímané formáty
V PalPlech pracujeme s vektorovými soubory, které zajišťují maximální přesnost při laserovém řezání. Níže naleznete přehled podporovaných formátů a jejich technické požadavky.
2D formát
- .dxf
- .dwg
- .svg — ⚠ Soubory SVG mohou zobrazovat jiné rozměry, než byly navrženy, kvůli rozdílům mezi verzemi softwaru. Zkontrolujte a upravte je snadno v našem konfigurátoru.
- .eps
- .ai
- .pdf — ⚠ Soubory PDF musí být vektorové, bez obrázků nebo textu, který nebyl převeden na křivky. Jsou přijímány pouze tvary vytvořené pomocí vektorových cest.
3D formáty
- .step nebo .stp
- (Příklad v tloušťce 3 mm)
Doporučený CAD software
Existuje mnoho CAD programů pro technické kreslení, níže však uvádíme ty, které naši zákazníci nejčastěji používají pro přípravu podkladů pro laserové řezání. Všechny tyto programy nabízejí bezplatnou zkušební verzi.
CAD software pro 2D soubory pro laserové řezání
- Autodesk AutoCAD™ — Nejpoužívanější v průmyslu, velmi profesionální nástroj a klasika v oblasti 2D designu. Odkaz na oficiální web ↗
- Adobe Illustrator™ — Ideální pro začátečníky, s uživatelsky přívětivým rozhraním a intuitivním designem. Odkaz na oficiální web ↗
- QCad™ — Bezplatný software zaměřený spíše na uměleckou vektorovou kresbu než na technický návrh. Odkaz na oficiální web ↗
- Inkscape™ — Bezplatný software zaměřený více na umělecké vektorové kreslení než na technický design. Odkaz na oficiální web ↗
CAD software pro 3D soubory pro laserové řezání
- Autodesk Fusion360™ — Ideální pro začátečníky, bezplatný software se všemi potřebnými nástroji pro kreslení jakékoli geometrie v ploché nebo ohýbané podobě. Odkaz na oficiální web ↗
- SolidWorks™ — Nejpoužívanější v průmyslu, velmi profesionální nástroj a klasika v oblasti 3D designu. Odkaz na oficiální web ↗
Příprava vašeho souboru
7 základních pravidel, díky kterým bude váš díl bez problémů zpracovatelný v našem konfigurátoru:
> Měřítko
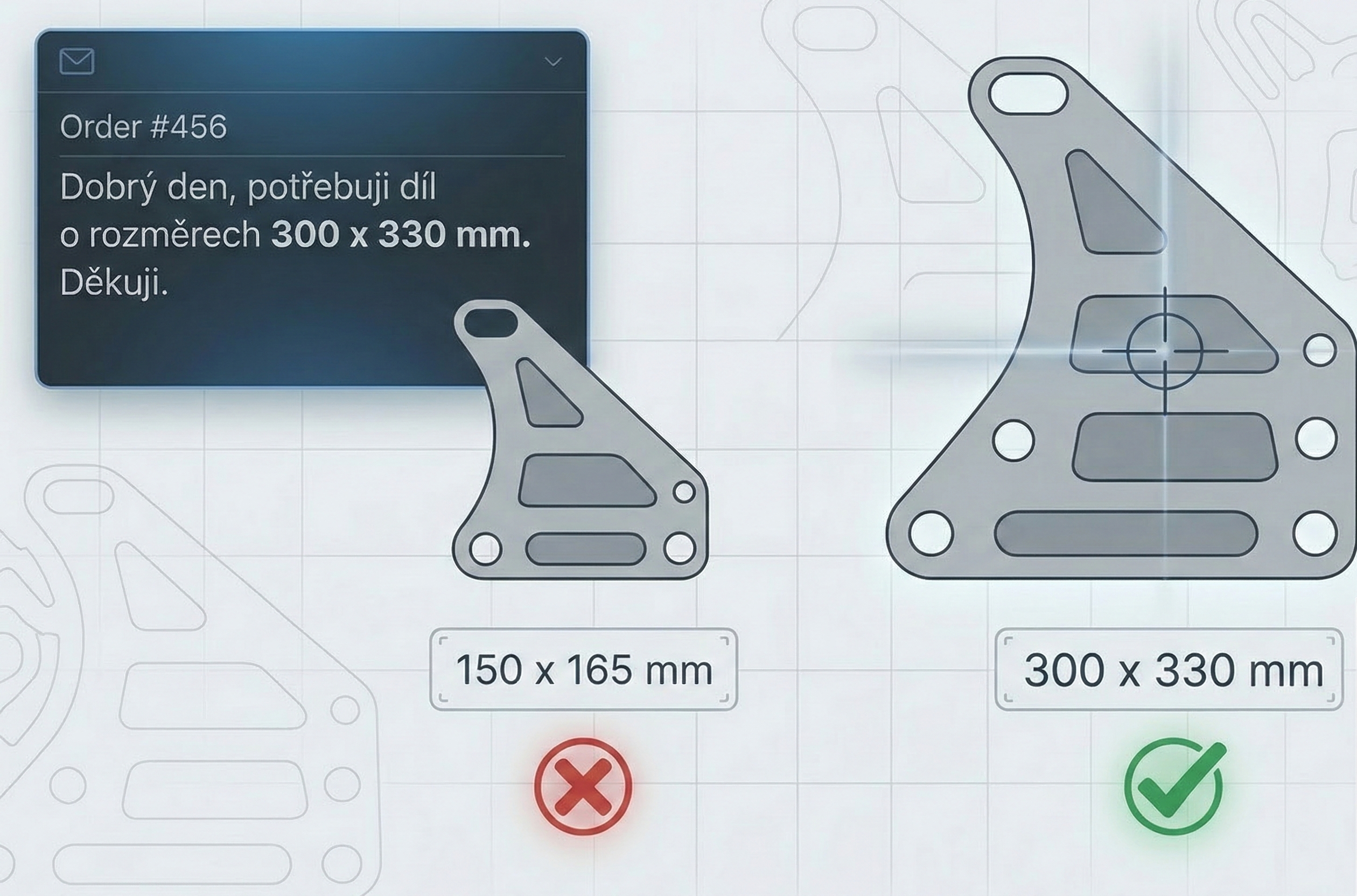
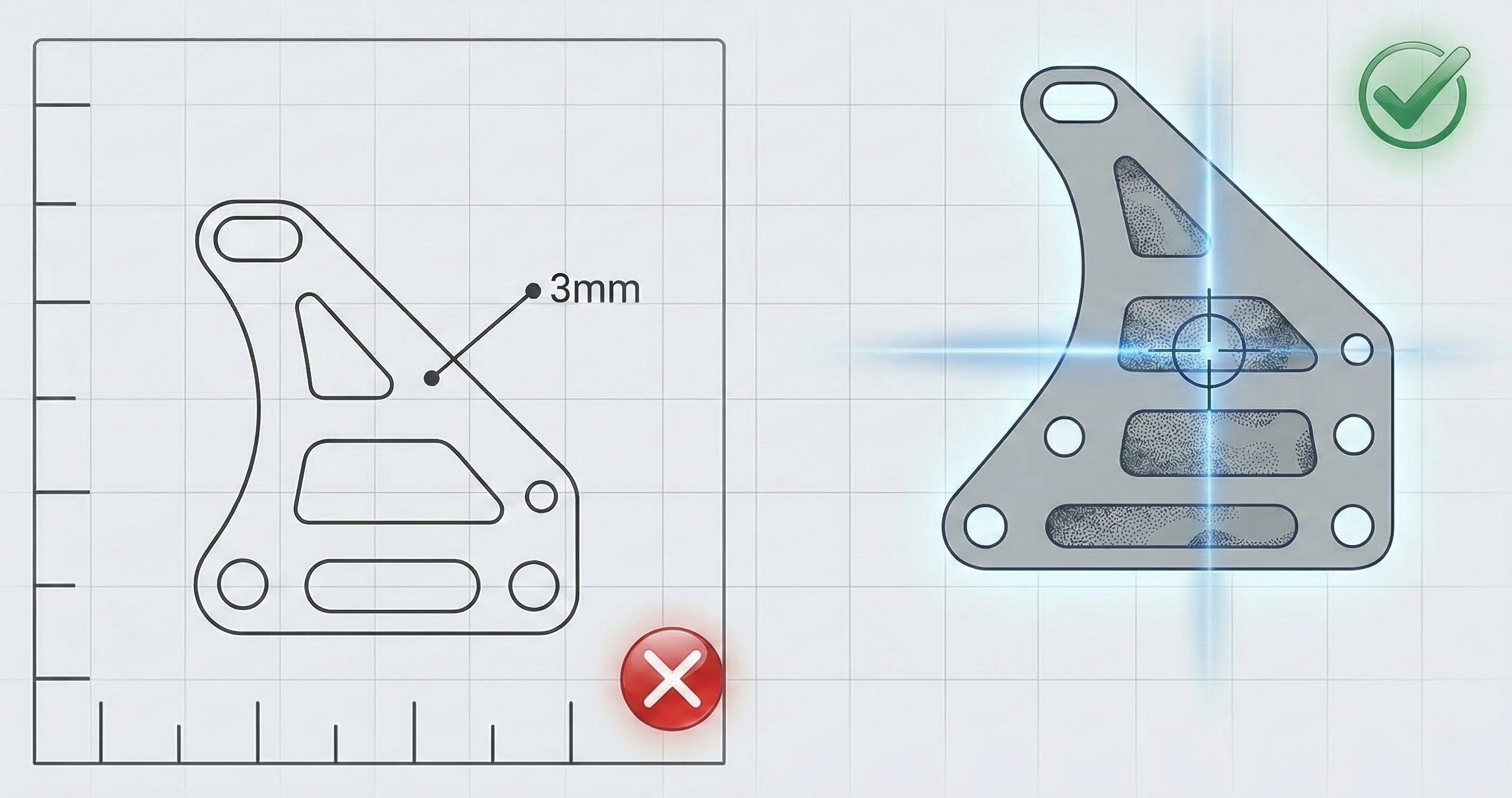
Díl musí být navržen v přesné velikosti, ve které má být vyřezán (měřítko 1:1). Pokud požadujete jiný rozměr, lze výšku a šířku upravit přímo v konfigurátoru – tato možnost je dostupná pouze pro 2D formáty.
U ostatních formátů je nutné provést změnu rozměrů ve vašem CAD softwaru.
Ujistěte se, že nahraný soubor je uložen v jednotkách milimetry (mm).
> Obsah
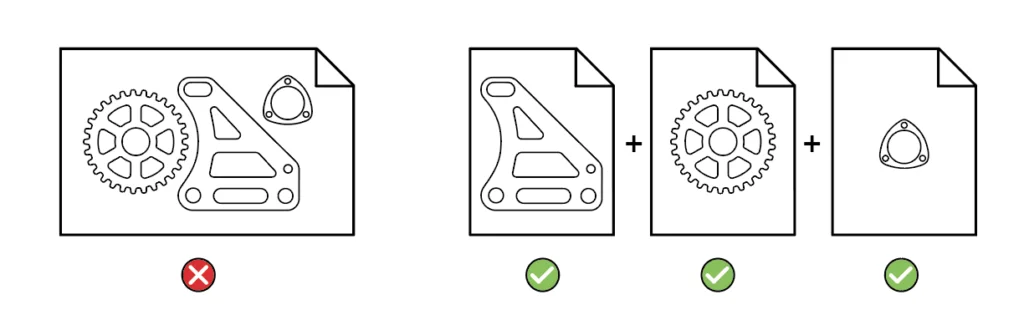
Soubor musí obsahovat pouze řezací čáry a křivky a vždy jen jeden návrh dílu na jeden soubor.
Pro zajištění přesné kalkulace ceny nesmí návrh obsahovat rozměry, poznámky, pomocné hrany ani jiné objekty, které nemají být vyrobeny.
Každý soubor smí obsahovat pouze jeden díl. Více návrhů v jednom souboru není povoleno a musí být nahrány samostatně.
PalPlech / LAFIS si vyhrazuje právo odmítnout nebo zrušit výrobu souborů, které tento požadavek nesplňují.
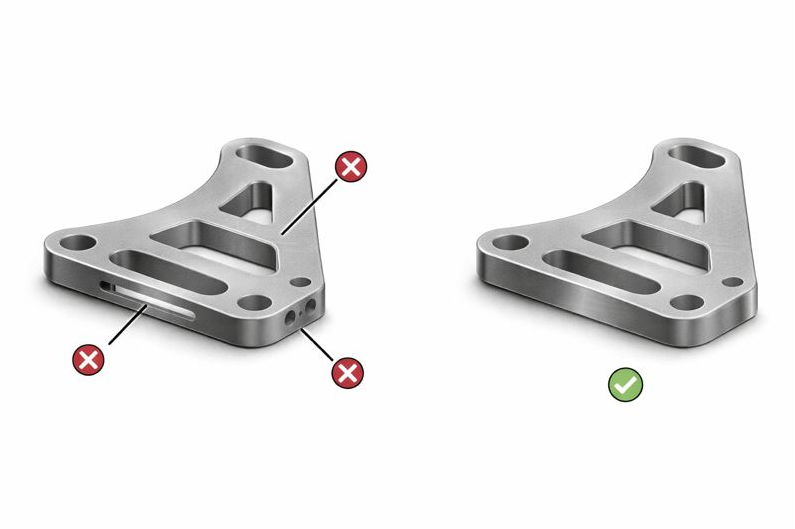
> Křivky
Uzavřené kontury a bez průniků
Návrh nesmí obsahovat otevřené koncové body ani průniky křivek. Všechny čáry v souboru jsou považovány za řezné dráhy – otevřené kontury proto nebudou vyřezány kompletně a průniky mohou způsobit nadměrné nebo opakované řezy.

Ujistěte se, že váš návrh neobsahuje žádný z těchto prvků, pokud nejsou nezbytné.
> Texty
Naše řezací stroje nepodporují všechny existující typy písem. Aby se předešlo nesprávné interpretaci textu, je nutné převést veškerý text na obrysy (křivky).
Podrobné informace o správné přípravě nápisů a textových prvků naleznete v našem specializovaném průvodci věnovaném této problematice.

Více informací o správné přípravě značení a textových prvků naleznete v našem specializovaném průvodci k tomuto tématu.
> Minimální perforace
Všechny perforace musí mít minimální průměr pro zajištění správného řezu.
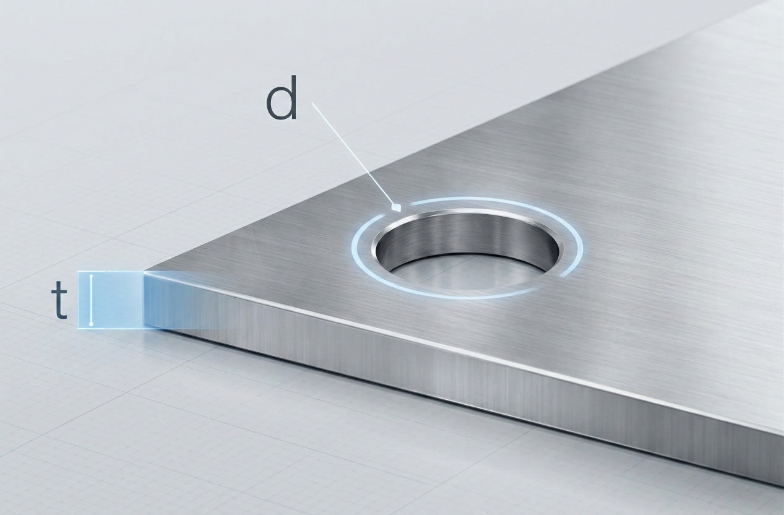
| Tloušťka t (mm) | Minimální průměr d (mm) |
|---|---|
| 0.5 | 0.5 |
| 0.8 | 0.5 |
| 1.0 | 0.5 |
| 1.2 | 0.8 |
| 1.5 | 0.8 |
| 2.0 | 1.5 |
| 2.5 | 2.0 |
| 3.0 | 2.5 |
| 4.0 | 2.5 |
| 5.0 | 3.5 |
| 6.0 | 4.0 |
| 8.0 | 5.0 |
| 10.0 | 6.0 |
| 12.0 | 7.0 |
| 15.0 | 8.0 |
| 20.0 | 9.0 |
Při laserovém řezání materiálů opatřených ochrannou fólií může v oblastech s jemnou geometrií, vysokou hustotou řezů nebo při vzdálenosti jednotlivých tvarů menší než 8 mm dojít k tomu, že fólie nebude správně přilnout k povrchu materiálu nebo bude v těchto místech částečně či zcela chybět. Tento jev je technologickou vlastností procesu a nelze jej zcela eliminovat.
U hliníkových plechů musí být průměr otvoru (d) minimálně roven tloušťce plechu, aby bylo zajištěno správné perforování bez zúžení otvoru.
Pokud tento požadavek nebude splněn, nese zákazník odpovědnost za případné odstranění vnitřních úlomků nebo zbytkového materiálu z otvorů či jemných tvarů.
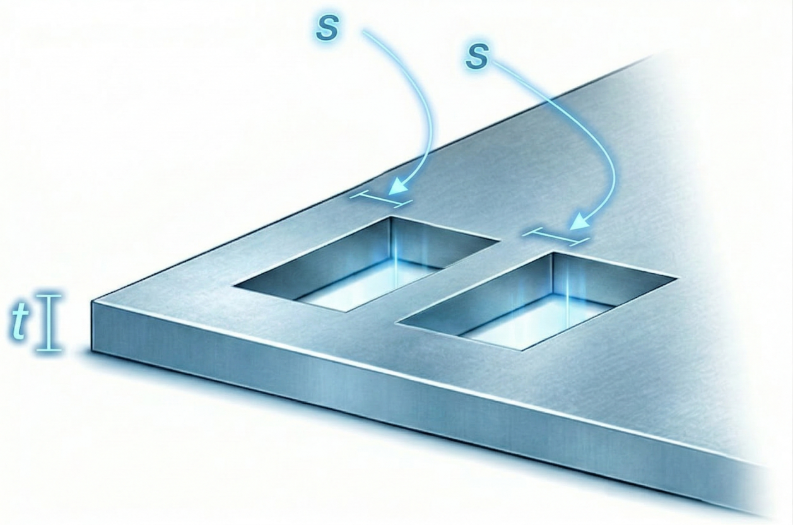
> Minimální šířky mostů a vzdálenosti k nejbližším hranám
Aby se předešlo spálení materiálu nebo vzniku nerovností v úzkých částech dílu, je nutné dodržet minimální předepsané vzdálenosti.
Toto pravidlo se vztahuje jak na úzké oblasti dílu, tak na minimální vzdálenost mezi výřezy a vnějším obrysem dílu.
| Tloušťka t (mm) | Minimální prostor s (mm) |
|---|---|
| 0.5 | 0.5 |
| 0.8 | 0.5 |
| 1.0 | 1.0 |
| 1.2 | 1.0 |
| 1.5 | 1.5 |
| 2.0 | 1.5 |
| 2.5 | 1.75 |
| 3.0 | 2.1 |
| 4.0 | 2.8 |
| 5.0 | 3.5 |
| 6.0 | 4.2 |
| 8.0 | 5.6 |
| 10 | 7 |
| 12 | 8,4 |
| 15 | 10,5 |
| 20 | 14 |
Během řezání laserem u materiálů s ochrannou fólií, pokud se vyskytují malé geometrie, vysoká hustota řezu nebo obecně geometrie blízko sebe ve vzdálenosti menší než 8 mm, nemusí fólie správně přilnout nebo může v těchto oblastech dokonce chybět.
U hliníku musí být vzdálenost (s) rovna tloušťce plechu, aby se zajistily perforace a tvary bez zúžení. Pokud tyto rozměry nebudou dodrženy, bude zákazník zodpovědný za odstranění vnitřních úlomků z otvorů nebo malých tvarů v těchto materiálech.
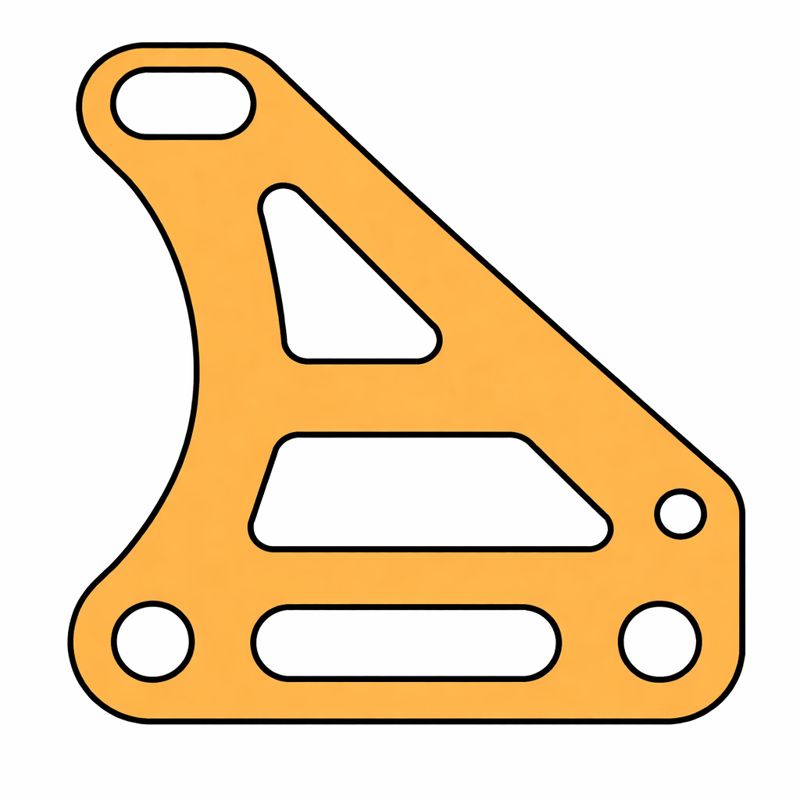
> Viditelná plocha a směr dokončení
Viditelná plocha dílu je ta strana, na kterou je aplikována zvolená povrchová úprava a která je během řezání orientována směrem nahoru.
V případě oboustranné povrchové úpravy mezi stranami není žádný rozdíl. U 2D souborů (ploché díly) odpovídá viditelná plocha té straně, která je zobrazena v souboru a v online konfigurátoru.
U 3D souborů je viditelnou plochou výchozí zobrazovaná strana modelu. Pokud preferujete opačnou stranu, uveďte tuto informaci v textovém poli konfigurátoru u daného dílu.
V následujícím příkladu je výchozí viditelná plocha zvýrazněna oranžovou barvou.

Směr povrchové úpravy u plochých (2D) souborů je standardně orientován horizontálně (↔) podle zobrazení dílu v online konfigurátoru.
U 3D souborů je směr povrchové úpravy zvolen tak, aby byl technologicky nejvhodnější pro výrobu.
Typickým příkladem povrchové úpravy se směrovou orientací je kartáčovaný povrch.
Pokud v kterémkoli případě požadujete konkrétní směr povrchové úpravy, uveďte tuto informaci prosím v sekci komentářů v konfigurátoru daného dílu.
> Vždy kolmé řezy
Laserové řezání probíhá vždy kolmo k povrchu dílu.
Z tohoto důvodu není možné vytvářet šikmé perforace ani řezy vedené do hrany nebo do tloušťky materiálu. Veškeré perforace a výřezy musí být navrženy v souladu s tímto principem.
Vlastnosti procesu
Mikromůstek
Mikromůstek (micro-joint) je drobný spoj, který během laserového řezání drží díl připojený k základnímu plechu a zabraňuje jeho pohybu nebo propadnutí do odpadní části.
Jeho použití závisí na geometrii, velikosti a tloušťce dílu.
Mikromůstky jsou zpravidla téměř nepostřehnutelné a nemají vliv na funkční použití dílu. Jejich velikost se pohybuje přibližně v minimálním rozmezí 0,8–1 mm v závislosti na tloušťce materiálu.
Pokud si přejete umístění mikromůstků v určitých oblastech omezit nebo jim zcela předejít, uveďte tuto informaci v konfigurátoru nebo v poznámce k objednávce.
Úplné odstranění mikromůstků je možné za příplatek – v takovém případě nás prosím kontaktujte před zahájením výroby.
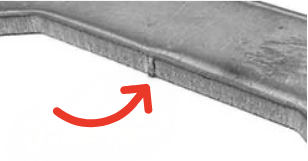
Tepelná deformace při řezání laserem
Laserové řezání je velmi přesná technologie, při vysoké hustotě řezů však může docházet k lokálnímu přehřívání materiálu.
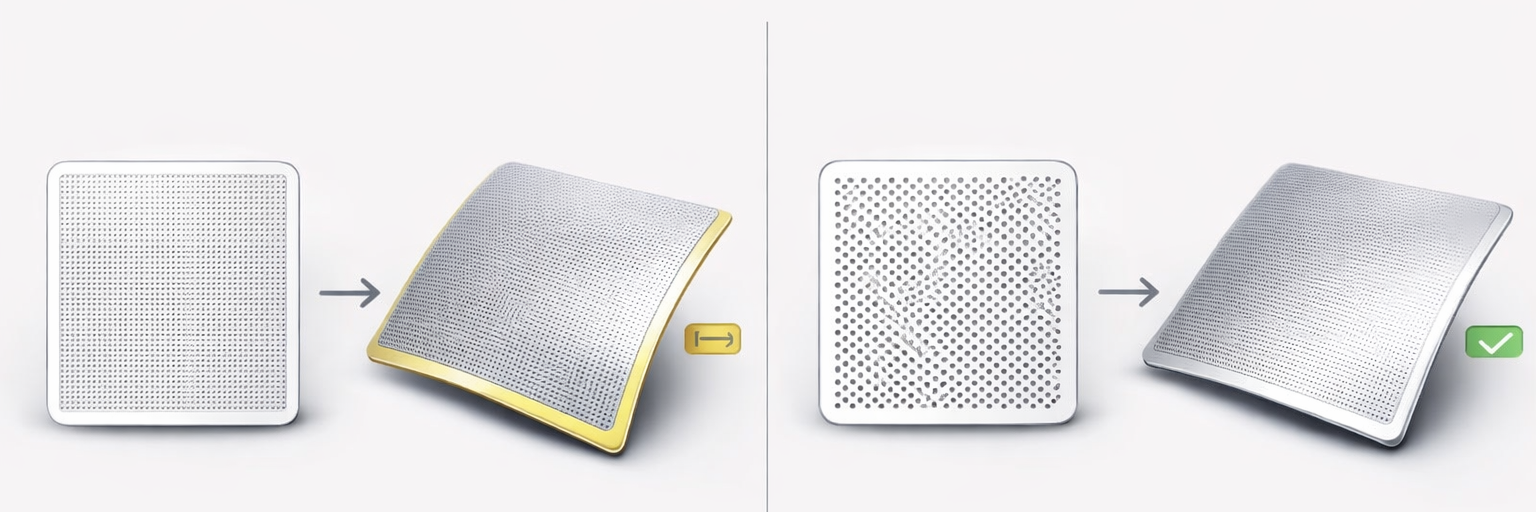
Zvýšená teplota může vést k deformacím dílu, které negativně ovlivňují jeho kvalitu i funkčnost. Proto je důležité již ve fázi návrhu zohlednit rozložení řezů a upravit konstrukci tak, aby se zabránilo nadměrné koncentraci tepla.
V PalPlech / LAFIS používáme různé strategie řezání, které tento efekt pomáhají minimalizovat. V extrémních případech však může být vliv tepla i přes tato opatření patrný.
Jedním z účinných způsobů, jak přehřívání omezit – zejména u mřížkových a perforovaných vzorů – je úprava rozložení otvorů. Tento přístup může současně přispět i ke snížení výrobních nákladů.
Povrchové úpravy
Podrobné informace o povrchových úpravách naleznete v našem Průvodci povrchovými úpravami.
Součástí jsou praktické informace i ukázkové fotografie všech dostupných variant.
Další úvahy
Dodávka dílů, nikoli šrotu
V PalPlech / LAFIS dodáváme pouze hotové díly, bez vnitřních i vnějších odřezků.
To je výsledkem optimalizace využití materiálu a promyšlené strategie řezání používané během výroby. Cílem je minimalizovat odpad a zároveň dosáhnout co nejvyšší kvality řezu. Vnitřní odřezky zůstávají pouze u konstrukcí, u nichž by jejich odstranění nebylo možné bez poškození dílu nebo narušení jeho geometrie.
Vyhodnocení dodatečných a zvláštních požadavků
Veškeré připomínky a speciální požadavky uvedené v objednávce posuzuje náš technický tým.
Pokud požadavek vyžaduje dodatečné zásahy do výrobního procesu, může být účtován příplatek. O jeho výši budete vždy informováni před zahájením výroby.
Tepelné deformace
Laserové řezání je tepelný proces, který může způsobit deformace zejména u dlouhých, úzkých dílů, jemných prvků nebo nevhodně zvolené tloušťky materiálu.
I při dodržení doporučených konstrukčních zásad nelze v některých případech – v závislosti na geometrii dílu – těmto jevům zcela zabránit.
PalPlech / LAFIS nenese odpovědnost za deformace vzniklé vlivem tepelného namáhání během procesu laserového řezání.
Díly, které nesplňují zde uvedené výrobní kapacity a doporučení, je v některých případech možné vyrobit.
PalPlech / LAFIS však nemůže zaručit správný výsledek řezání a/nebo ohýbání, pokud nejsou dodrženy specifikace uvedené v tomto manuálu a na našich webových stránkách.
Pokud návrh nesplňuje některou z uvedených tolerancí, kapacit nebo omezení, může být vyroben pouze na riziko zákazníka. Správnou výrobní proveditelnost vašeho návrhu můžete před objednáním ověřit kontaktováním našeho technického týmu na: info@palplech.cz | info@lafis.cz
Potřebujete poradit s podklady pro výrobu?
Pokud si nejste jistí správností souboru nebo výrobní proveditelností návrhu, ozvěte se nám. Rádi se na podklady podíváme a doporučíme vhodné řešení.
Kontaktovat technický týmPalPlech konfigurátor
Vyzkoušejte také náš konfigurátor, kde si jednoduše online i bez výkresu můžete navrhnout svůj vlastní kovový výpalek - jen nám zadáte potřebné údaje a my vše vyrobíme a doručíme!